 © BY HODARODS 2009 / ALL RIGHTS RESERVED / HODARODS, SALMENWEG 5, CH-4323 WALLBACH
The Baginski Beveler
Text and photos copied with permission from Tim Anderson, from “Powerfibers” Issue 36.
The Baginski Beveler is a roughing beveler that is inexpensive, easy to build, produces
accurate strips with edges precisely parallel to the fibers, and is very easy to use. My friend,
Rolf Baginski, invented this device. Rolf does not guarantee that someone else didn’t invent
it before he did, insisting that, if I describe it as the “Baginski Beveler,” then I must assume
responsibility for claiming he was the first!
Beveling each strip of bamboo to a 60º (or other) angle is an essential step before planing,
and many devices exist to do that job. But the remarkable appeal of Baginski’s machine is in
both its simplicity and its ability to self-center the strips, parallel to the fibers, as they’re
being fed. The machine needs no hold-downs or infeed/outfeed guides. The heart of Rolf’s
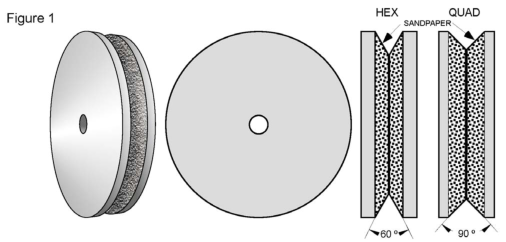
machine employs neither a cutter-head nor a router bit, but a simple wheel with a 60º (or
other angle) groove let into its circumference. The groove is lined with coarse, replaceable
abrasive (from a sanding belt), and the wheel itself is constructed in two, separate halves--
each being cut to one-half the total included angle. These halves are then drawn together
and fixed by an arbor. The wheel can be made in a home shop using wood or metal and
rotation speeds even as low as 800 to 900 rpm work very well.
Figure 1 shows what I mean.
The wheel is mounted on a motor shaft, and a split bamboo strip is fed into the wheel’s
“slot.” Infeed is AGAINST the direction of the spinning wheel’s rotation, and the strip’s
enamel side faces away from the groove. Feeding against the direction of rotation means
that, as material is removed, the fibers are actually being split off.
A special characteristic of the Baginski beveler is that the abrasive wheel wants to equalize
the amount of material being removed along each side of the groove, and actually self-
centers the bamboo as it’s being fed. That is, the abrasive wheel will guide a strip’s sweeps
and bends through the center of its groove, while abrading material, parallel to the fibers,
equally along each side. In contrast, many high-speed cutters or router bits are capable of
cutting straight through whatever they’re fed. They do not care whether the material is
straight, bent, fat, or thin, and may cut across rather than parallel to the fibers in a strip.
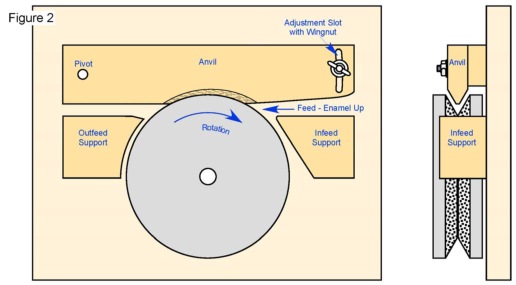
Strips can be fed either across the top or the bottom of the Baginski Beveler wheel, while
their finished dimension is determined by an anvil whose height above (or below) the
groove is adjustable. An advantage of feeding along the top of the wheel is that the cuttings
are thrown down instead of up. A cover and dust extraction are excellent ideas. Nodes
should be flattened, but only the most severe kinks need to be straightened at this point.
Figure 2 shows a simple and workable anvil arrangement. The taper of the anvil bed is cut
by carefully lowering the anvil onto the groove of the turning disk.
I have made wheels 5 to 7 inches in diameter from Baltic birch plywood, and these are used
at rotation speeds of 900 to 2800 rpm. I do not recommend using plywood wheels at
speeds greater than 3500 rpm. Rolf Baginski first used an old washing machine motor
(shown on pages 174 and 175 in his book Split-Cane Rods -- Bamboo Treasures), but now
uses a variable-speed, heavy-duty router set to a relatively low rotation speed (8000 to
10,000 rpm), and an abrasive wheel made of aluminum. I recommend an enclosing safety
cover if the beveler is used at wheel speeds greater than about 1000 rpm.
Drive motors can be almost anything, including grinders, metal and wood lathes, or
adjustable speed routers (used at speeds no more than 8000-10,000 rpm). In most cases, it
is useful to mount the wheel somewhat permanently on a mandrel or arbor fitted to the
motor shaft (or held in a chuck). The two halves of the wheel can then be separated when
it’s time to replace the abrasive. The abrasive material itself is cut from sanding belts; 36-
grit is good, but up to 50-grit is also okay. The abrasive pieces are glued with epoxy to each
side of the wheel’s groove, and should be well fitted to the wheel. Replacement requires
only a heat gun. Figure 3 (at the end of this article) shows how to make patterns for the
sections of abrasive.
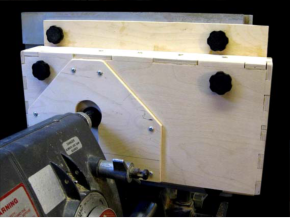
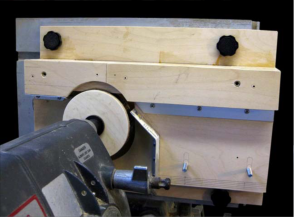
Figures 4a & 4b show my version of the Baginski Beveler, adapted to a Shopsmith.
Originally, I had built a Medved-type beveler using a router table, but cutting only one side
of strip at a time caused difficulties for me. I have had a Shopsmith for many years and
finally figured out how I could use it for a Baginski Beveler. My version uses the Shopsmith’s
table-height adjustment to set the height of the anvil above the wheel’s groove. Originally, I
had a feather-board on the infeed side to avoid possible kickback of the strips, but that
proved to be unnecessary, so my infeed support is now a simple piece of aluminum. As the
photos show, I’ve also built a removable dust and protective cover, and all cuttings/dust exit
handily out the bottom. I used scrap from other projects to make the beveler, so it was
cheap.
I make about three passes through the beveler for most strips. Single-pass beveling is
indeed possible, but the process is so fast and easy that I prefer not to take such heavy
cuts.
After beveling, I use a dull knife to scrape off the splinters the beveler leaves along each
side of the enamel. These are minimal, and their removal isn’t really necessary since they’ll
be planed away quickly anyway. Rolf Baginski points out that higher wheel-rotation speeds
result in cleaner, more precise enamel edges. But remember, this is only a roughing stage,
preceding all the precision work.
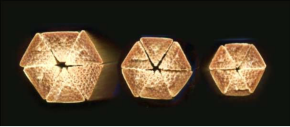
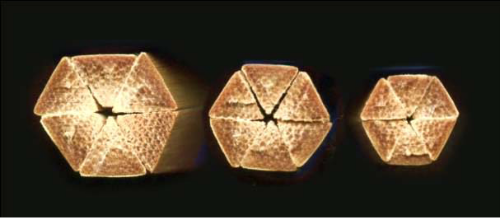
Figures 5a and 5b show strips produced by my Baginski Beveler. The enamel has been
removed from the strips, and you can see how uniform they are in cross-sections. Notice,
too, that the bamboo fibers remain parallel to the strip edges. At least one of my good
friends uses his Baginski-Beveler wheels on a metal lathe, but at low rotation speeds (800-
900 rpm). His wheel turns freely, and he feeds directly by hand--that is, without an anvil,
cover, or a dust system. He says that when he got his wheels, he was eager to see how
they worked, and just never got around to constructing a finished system. Guiding his strips
by eye, he holds a vacuum nozzle with one hand while feeding his strips into the wheel with
the other. His results are less precise, but, for him, appropriate for this stage of preparation.
Precision comes next, and his Morgan Hand Mill knocks the remaining imperfections down
with the first few passes. Except for better dust pick-up, he sees no need for further
refinements.
© BY HODARODS 2009 / ALL RIGHTS RESERVED / HODARODS, SALMENWEG 5, CH-4323 WALLBACH
The Baginski Beveler
Text and photos copied with permission from Tim Anderson, from “Powerfibers” Issue 36.
The Baginski Beveler is a roughing beveler that is inexpensive, easy to build, produces
accurate strips with edges precisely parallel to the fibers, and is very easy to use. My friend,
Rolf Baginski, invented this device. Rolf does not guarantee that someone else didn’t invent
it before he did, insisting that, if I describe it as the “Baginski Beveler,” then I must assume
responsibility for claiming he was the first!
Beveling each strip of bamboo to a 60º (or other) angle is an essential step before planing,
and many devices exist to do that job. But the remarkable appeal of Baginski’s machine is in
both its simplicity and its ability to self-center the strips, parallel to the fibers, as they’re
being fed. The machine needs no hold-downs or infeed/outfeed guides. The heart of Rolf’s
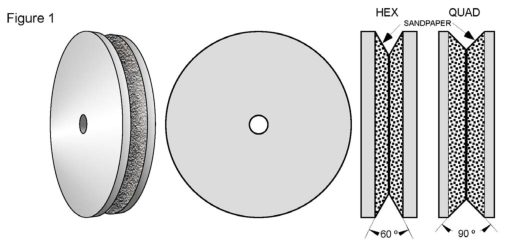
machine employs neither a cutter-head nor a router bit, but a simple wheel with a 60º (or
other angle) groove let into its circumference. The groove is lined with coarse, replaceable
abrasive (from a sanding belt), and the wheel itself is constructed in two, separate halves--
each being cut to one-half the total included angle. These halves are then drawn together
and fixed by an arbor. The wheel can be made in a home shop using wood or metal and
rotation speeds even as low as 800 to 900 rpm work very well.
Figure 1 shows what I mean.
The wheel is mounted on a motor shaft, and a split bamboo strip is fed into the wheel’s
“slot.” Infeed is AGAINST the direction of the spinning wheel’s rotation, and the strip’s
enamel side faces away from the groove. Feeding against the direction of rotation means
that, as material is removed, the fibers are actually being split off.
A special characteristic of the Baginski beveler is that the abrasive wheel wants to equalize
the amount of material being removed along each side of the groove, and actually self-
centers the bamboo as it’s being fed. That is, the abrasive wheel will guide a strip’s sweeps
and bends through the center of its groove, while abrading material, parallel to the fibers,
equally along each side. In contrast, many high-speed cutters or router bits are capable of
cutting straight through whatever they’re fed. They do not care whether the material is
straight, bent, fat, or thin, and may cut across rather than parallel to the fibers in a strip.
Strips can be fed either across the top or the bottom of the Baginski Beveler wheel, while
their finished dimension is determined by an anvil whose height above (or below) the
groove is adjustable. An advantage of feeding along the top of the wheel is that the cuttings
are thrown down instead of up. A cover and dust extraction are excellent ideas. Nodes
should be flattened, but only the most severe kinks need to be straightened at this point.
Figure 2 shows a simple and workable anvil arrangement. The taper of the anvil bed is cut
by carefully lowering the anvil onto the groove of the turning disk.
I have made wheels 5 to 7 inches in diameter from Baltic birch plywood, and these are used
at rotation speeds of 900 to 2800 rpm. I do not recommend using plywood wheels at
speeds greater than 3500 rpm. Rolf Baginski first used an old washing machine motor
(shown on pages 174 and 175 in his book Split-Cane Rods -- Bamboo Treasures), but now
uses a variable-speed, heavy-duty router set to a relatively low rotation speed (8000 to
10,000 rpm), and an abrasive wheel made of aluminum. I recommend an enclosing safety
cover if the beveler is used at wheel speeds greater than about 1000 rpm.
Drive motors can be almost anything, including grinders, metal and wood lathes, or
adjustable speed routers (used at speeds no more than 8000-10,000 rpm). In most cases, it
is useful to mount the wheel somewhat permanently on a mandrel or arbor fitted to the
motor shaft (or held in a chuck). The two halves of the wheel can then be separated when
it’s time to replace the abrasive. The abrasive material itself is cut from sanding belts; 36-
grit is good, but up to 50-grit is also okay. The abrasive pieces are glued with epoxy to each
side of the wheel’s groove, and should be well fitted to the wheel. Replacement requires
only a heat gun. Figure 3 (at the end of this article) shows how to make patterns for the
sections of abrasive.
Figures 4a & 4b show my version of the Baginski Beveler, adapted to a Shopsmith.
Originally, I had built a Medved-type beveler using a router table, but cutting only one side
of strip at a time caused difficulties for me. I have had a Shopsmith for many years and
finally figured out how I could use it for a Baginski Beveler. My version uses the Shopsmith’s
table-height adjustment to set the height of the anvil above the wheel’s groove. Originally, I
had a feather-board on the infeed side to avoid possible kickback of the strips, but that
proved to be unnecessary, so my infeed support is now a simple piece of aluminum. As the
photos show, I’ve also built a removable dust and protective cover, and all cuttings/dust exit
handily out the bottom. I used scrap from other projects to make the beveler, so it was
cheap.
I make about three passes through the beveler for most strips. Single-pass beveling is
indeed possible, but the process is so fast and easy that I prefer not to take such heavy
cuts.
After beveling, I use a dull knife to scrape off the splinters the beveler leaves along each
side of the enamel. These are minimal, and their removal isn’t really necessary since they’ll
be planed away quickly anyway. Rolf Baginski points out that higher wheel-rotation speeds
result in cleaner, more precise enamel edges. But remember, this is only a roughing stage,
preceding all the precision work.
Figures 5a and 5b show strips produced by my Baginski Beveler. The enamel has been
removed from the strips, and you can see how uniform they are in cross-sections. Notice,
too, that the bamboo fibers remain parallel to the strip edges. At least one of my good
friends uses his Baginski-Beveler wheels on a metal lathe, but at low rotation speeds (800-
900 rpm). His wheel turns freely, and he feeds directly by hand--that is, without an anvil,
cover, or a dust system. He says that when he got his wheels, he was eager to see how
they worked, and just never got around to constructing a finished system. Guiding his strips
by eye, he holds a vacuum nozzle with one hand while feeding his strips into the wheel with
the other. His results are less precise, but, for him, appropriate for this stage of preparation.
Precision comes next, and his Morgan Hand Mill knocks the remaining imperfections down
with the first few passes. Except for better dust pick-up, he sees no need for further
refinements.

 D. Hoda
Salmenweg 5
CH-4323 Wallbach
Tel.: +41 (0) 61 861 10 08
Email: daniel@hoda-bamboo-rods.ch
D. Hoda
Salmenweg 5
CH-4323 Wallbach
Tel.: +41 (0) 61 861 10 08
Email: daniel@hoda-bamboo-rods.ch